Quality & Productivity Soar with Tecnar and Way Engineering

Way Engineering was skeptical that automated welding could deliver the high quality they demanded, but Tecnar’s Rotoweld 3.0 technology proved so effective, the company purchased a second machine just three months later. The Rotoweld is also helping Way Engineering adapt to the industry-wide shortage of skilled welders.
Increasing Quality and Capacity
Way Engineering, a 100-year-old company with over 2,500 employees, faced a clear challenge: how to maintain the craftsmanship that built their reputation while meeting the demands of modern industrial projects. Historically, manual welding had been their gold standard, with skilled welders adept at handling the irregularities inherent in pipe joints. However, as the company scaled up operations, leadership began to question whether manual welding alone could meet growing demand while delivering the same level of consistency. They were also particularly concerned about how automation would cope with real-world conditions, such as gap changes, high-low misalignment (hi-lo), and pipe ovality—issues that seasoned welders had long managed with finesse.
Adding to these concerns was a broader industry trend: the growing scarcity of skilled welders. As experienced professionals retire and fewer young workers enter the trade, the mechanical contracting sector is facing a significant labor shortage. This new reality underscored the urgency for Way Engineering to explore automation not just as a means of enhancing productivity but also as a solution to labor challenges.
Addressing Automation Concerns
The transition to automation was not a decision Way Engineering took lightly. Company leadership was particularly apprehensive about whether a machine could replicate, let alone exceed, the adaptability of their skilled workforce. Automation, they feared, might struggle with the imperfections that are inevitable in pipe fit-up, leading to compromised weld quality and increased rework.
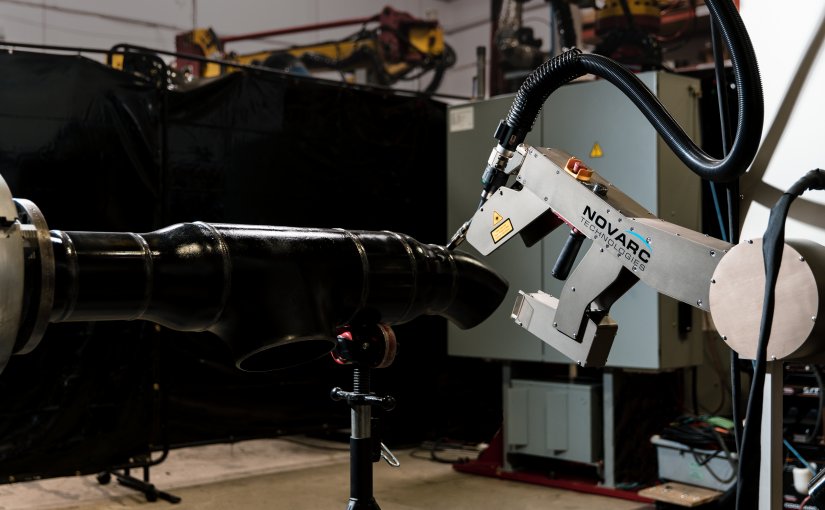
After extensive research and evaluation, Way Engineering chose Tecnar’s Rotoweld 3.0, drawn by its reputation for flexibility and precision. The Rotoweld quickly dispelled their doubts, exceeding expectations with its ability to deliver consistent, high-quality welds, even in the face of irregularities. Unlike traditional automated systems, which often require near-perfect preparation, the Rotoweld adapted seamlessly to changes in gap, hi-lo, and ovality. This adaptability was made possible by the machine’s fully robotic arm and Tecnar’s advanced PerfectPass-iQ technology, which continuously monitors and adjusts welding parameters to ensure optimal results.
In addition to its adaptability, the Rotoweld’s design offered practical advantages for Way Engineering’s operations. The company opted for a face-to-face configuration, which provides twin bay productivity in a compact footprint. This layout allows Way to efficiently handle small and medium spools simultaneously while maintaining the flexibility to produce large spools up to 60” in length when needed. The system’s versatility and space-saving design made it an ideal fit for their facilities, enabling them to maximize output without requiring significant infrastructure changes.
Rapid Adoption and Expansion
Once the Rotoweld was deployed, its impact was immediate. Within weeks, Way Engineering saw dramatic improvements in both quality and productivity. Encouraged by the results, the company committed to purchasing a second machine just three months later, doubling their automated welding capacity. Way Engineering uses their Rotoweld units for carbon steel and stainless steel spools with diameter ranging from 48” to 2-1/2”, for medical, commercial, and light industrial projects.
Watch the Rotoweld in action at Way Engineering: https://www.youtube.com/watch?v=Y7MGYQ4EU74
The success of the Rotoweld was further amplified by its integration with PerfectPass-iQ, Tecnar’s fully automated welding technology. Way Engineering served as the beta tester for this groundbreaking system, providing valuable feedback that helped refine its capabilities. PerfectPass-iQ’s real-time monitoring and parameter adjustments ensured flawless welds, even in challenging conditions. PerfectPass-iQ is not limited to automatic welding. It also automatically provides a report about the quality of the preparation and the performance on each welding pass. All of that information is included in Tecnar’s ProDataLog, the Rotoweld’s operating data system. Future implementations will aim at deploying fully automatic, high-level reporting so that shop operators can have insights about their welding quality at a glance using their mobile devices.
The Rotoweld’s ease of use also addressed another critical challenge: the skilled welder shortage. With a growing demand for skilled welders and fewer entering the industry, Way Engineering sought innovative solutions to ensure they could continue meeting the increasing needs of their projects. The Rotoweld requires minimal operator training. Its automation capabilities allow operators to oversee the machine while performing other tasks, dramatically improving workflow efficiency.
Way Engineering’s partnership with Tecnar has grown beyond that of client and supplier. As the beta tester for PerfectPass-iQ, Way played a pivotal role in refining and enhancing the technology. This collaboration ensured that the Rotoweld continued to evolve, addressing new challenges and opportunities as they arose. The relationship between the two companies underscores the importance of innovation and adaptability in the face of industry challenges.
Embracing Automation
Corey Gill, vice president and director of construction at Way Engineering, is now a vocal advocate for embracing automation. When asked about the impact of the Rotoweld on operations, he was unequivocal in his advice to other contractors: “Don’t wait, and stop trying to calculate ROI—just do it.” For Gill, the value of automation extends far beyond immediate financial returns. It offers a long-term solution to the challenges of scalability, quality assurance, and labor shortages, positioning companies for sustained success in a competitive market.
Today, Way Engineering is reaping the rewards of its investment in welding automation. With two Rotoweld machines already in operation, the company is exploring additional applications and considering further investments to expand its capabilities.
For more information, visit https://tecnar.com.